 1. Площадка расчищается от мусора и защищается от осадков (устанавливается палатка). |
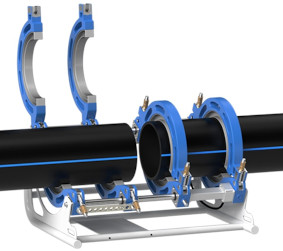 2. Концы труб, устанавливаемые в центратор, очищаются от грязи, трубы выставляются по оси и закрепляются в сварочном аппарате. |
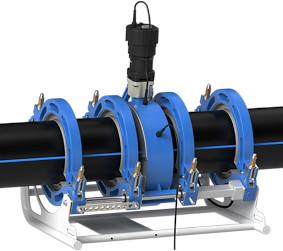 3. В аппарат устанавливается торцеватель, соприкасающиеся поверхности труб обрабатываются, торцеватель убирается и производится регулировка смещения кромок труб (норма - меньше 10% толщины стенки). |
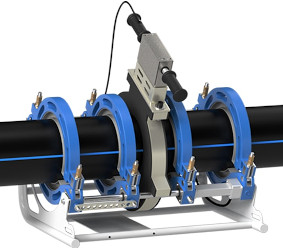 4. Устанавливается нагреватель, трубы сводятся и оплавляются, нагреватель удаляется. |
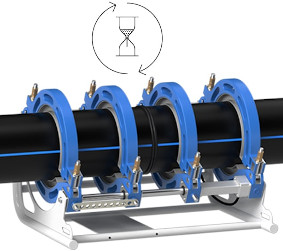 5. Торцы труб сводятся и выдерживаются под давлением до охлаждения. |
 6. Сварка завершена. |
 1. Подготовка к монтажу. Площадка освобождается от мусора и защищается от осадков (устанавливается палатка). Трубы отрезаются под прямым углом. |
 2. Трубы устанавливаются встык. Трубы фиксируются с помощью позиционера или подручных средств. Ставится метка. |
 3. С помощью зачистного инструмента с трубы удаляется оксидный слой, соприкасающиеся поверхности трубы и соединительной детали (фитинга) обезжириваются. |
 4. Метка возобновляется. |
 5. Трубы устанавливаются внутрь детали (фитинга) по меткам. Соединение фиксируется с помощью позиционера или подручных средств. Подключается сварочный аппарат. |
 6. Параметры сварки вводятся в аппарат с помощью сканера штрих-кодов или вручную. Сварка происходит в автоматическом режиме. |
 7. Соединение выдерживается требуемое для охлаждения время. |
 8. Сварка завершена. |
 1. Подготовка к монтажу. Трубы отрезаются под прямым углом, с наружной поверхности снимается фаска. |
 2. Трубы вводятся внутрь соединительной детали до упора. |
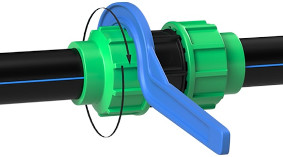 3. Гайка затягивается с максимальной возможной силой. Для труб свыше 32 мм используется специальный инструмент. |
 4. Монтаж завершён. |
 1. Соединение собирается, при этом между сопрягаемыми поверхностями устанавливается прокладка. |
 2. Болты или шпильки затягиваются крест-накрест. |
 3. Соединение собрано. |